激光切割是利用激光切割头将激光束聚焦在材料表面使材料熔化,同时用与激光束同轴的压缩气体吹走被熔化的材料,并使激光束与材料沿一定轨迹作相对运动,从而形成一定形状的切缝。
在激光切割过程中,激光的输出功率直接影响被加工材料的熔融能力,为了达到更好的切割效果,需要针对提高加工能力的要求增加输出功率。
那么,我们如何判断激光输出功率是否合适呢?一些没有经验的技术员可能不太清楚,所以光惠激光技术工程师给大家带来了行之有效的方法。
一般我们可以通过两种方法来判断:
(1)观察切割后的断面情况;
(2)观察切割过程中的火花情况。
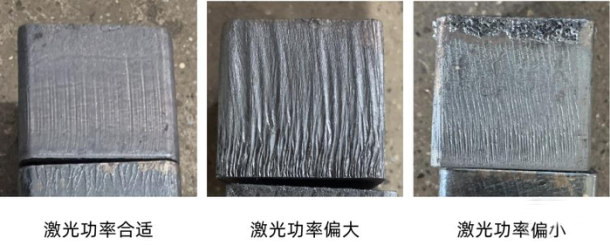
一、 切割断面情况
以最常见的碳钢板切割为例,当激光功率合适时,切割面上的波痕比较细腻,波痕之间的间距比较小,切割面下部分相对切割行进方向呈现稍微滞后状态。
当激光功率偏大时,切割面波痕上下呈直线状,波痕之间的间距也会变大。
当激光功率偏小时,切割面下部分会变得很粗糙、挂渣多且很难去除,进一步减小输出功率,材料将会切不透。
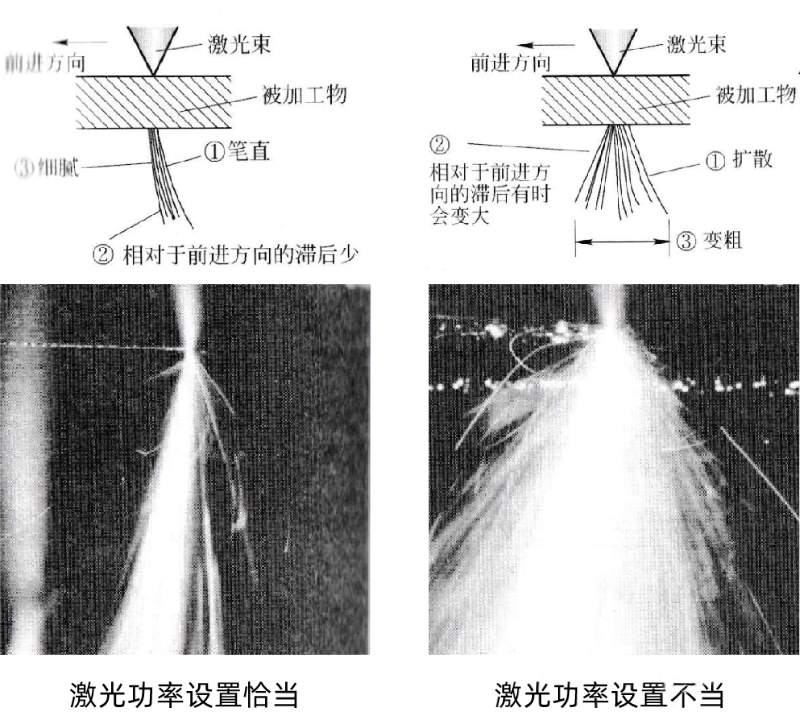
二、 切割火花情况
切割材料下方溅射出的火花受切缝内熔融金属流动性的影响,因而可以一定程度上反映出激光功率是否恰当。
如果火花呈直线状、稍微滞后于切割行进方向,表明激光功率比较合适。
若是火花呈现扩散形貌、或超前于切割行进方向,则表面激光功率设定得不恰当。
以下需要提高加工能力的需求都可以通过增加激光输出功率来实现:
1 切割的速度过慢,想要加快切割速度
如同样用氧气切割5mm碳钢板,用1KW、2KW、3KW激光器切割,速度分别为1.4m/min、1.8m/min、2.5m/min。
2 所要切割的材料厚度较厚
如切割碳钢板,极限切割的情况下,1KW可切割12mm、2KW可切割20mm、3KW可切割25mm。
3 切割金银铜铝等高反射材料
如在极限切割的情况下,用3KW激光器可切割25mm厚度的碳钢,但只能切割8mm厚度的铝;想要切同样25mm厚度的铝,需要将功率提升至8KW。
观察切割后的断面情况和切割过程中的火花情况是判断激光功率是否合适的两个重要依据,在了解这些之后,今后的激光切割过程中,就可以根据这些合理地调节激光功率。
此资料来自于:光惠激光