
在激光加工工艺调试过程中,我们经常会看到“PWM”这个参数,那么它代表了什么意思呢,今天就让我们一起来看看。
PWM是英文“Pulse Width Modulation”的缩写,中文译为“脉冲宽度调制”,简称“脉宽调制”或“调制”,是利用微处理器的数字输出来对模拟电路进行控制的一种非常有效的技术。
激光的输出模式包含主要有连续模式和脉冲模式两种。连续模式就是持续不断地发射激光;脉冲模式就是每隔一段相同的时间发出一段激光。简单的举个例子,好比手电筒发出光:打开开关不关就是连续模式;打开开关立刻又关掉就是发射一个脉冲,不断地重复打开、关闭这一过程就是脉冲模式。同样地,将手电筒换成激光器,脉冲模式就是不断地重复开光、关光这一过程。
产生脉冲激光最直接的方法是在连续激光外部加一个调制器,对连续激光进行调制,得到脉冲输出。PWM(脉冲宽度调制)就是通过调节占空比,来调节脉冲宽度。
在调节激光切割的工艺参数时,经常会用到脉冲、占空比这两个,很多对激光切割工艺不熟悉的操作人员可能不太理解这两个参数的作用,接下来就给大家详细的介绍一下。
1、周期:信号从高电平到低电平再回到高电平为一个周期
2、脉冲频率:在1秒钟内PWM有多少个周期
3、脉冲占空比:一个周期内,高电平的时间与整个周期时间的比例
4、脉冲时间:一个周期所用的时间
5、脉冲宽度:一个周期内,高电平所用的时间
6、峰值功率:激光在一个脉冲宽度内输出的瞬时能量
7、平均功率:激光在一个重复周期内输出的能量

通常,我们在激光工艺调试中,对激光进行调制时,会设定峰值功率、脉冲频率与占空比。接下来,我们用一个实例来说明如何计算PWM的各项参数。
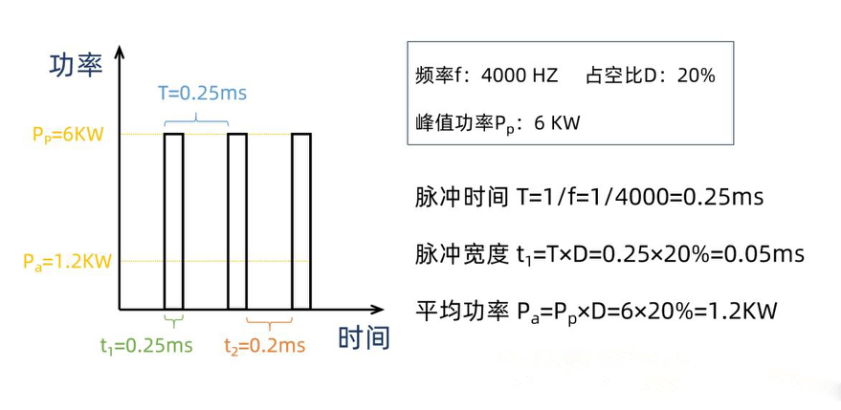
在激光峰值功率一定时,脉冲的占空比增大,每次脉冲照射时的能量会相应增加,会使板厚方向的加工能力提高。如果脉冲的占空比减小,每次脉冲照射时的能量会减弱,有助于减轻过烧、熔损现象。
在金属加工过程中使用的是激光的的能量,而在激光功率恒定的情况下,频率越高,每个激光输出的能量就越小,因此,我们需要在保证激光的能量足够熔化金属的情况下,根据加工的速度来确定合适的频率。
此文来自于:光惠激光