增压泵作为工业生产中的重要设备,其核心部件活柱的磨损问题直接影响设备寿命和运行效率。传统修复方式如电镀、热喷涂等存在结合力不足、厚度受限等缺陷,而激光熔覆技术凭借其高精度、低热影响和冶金结合等优势,正逐步成为活柱修复领域的主流解决方案。
一、激光熔覆技术原理与工艺突破
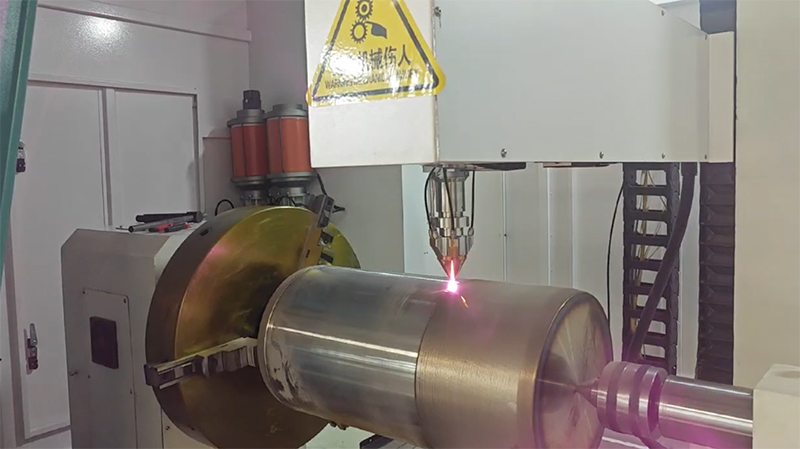
激光熔覆是通过高能激光束在基材表面形成熔池,同步送入合金粉末使其与基体实现冶金结合的先进技术。根据国盛激光技术分析,该技术具有三大核心优势:首先,热影响区仅0.1-0.3mm,避免传统焊接导致的变形问题;其次,熔覆层与基体形成原子级结合,结合强度可达350MPa以上;再者,通过粉末配比可自由调控熔覆层硬度(HRC20-62)、耐磨性等性能指标。
在增压泵活柱修复中,关键技术突破体现在:
1、自适应路径规划:采用三维扫描逆向建模技术,对磨损部位进行0.05mm精度的三维重建,自动生成最优熔覆路径,该技术使修复效率提升40%。
2、复合粉末体系:镍基合金(如Ni60)与碳化钨(WC)的复合粉末可将耐磨性提升3-8倍,特别适用于高压工况下的活柱修复。
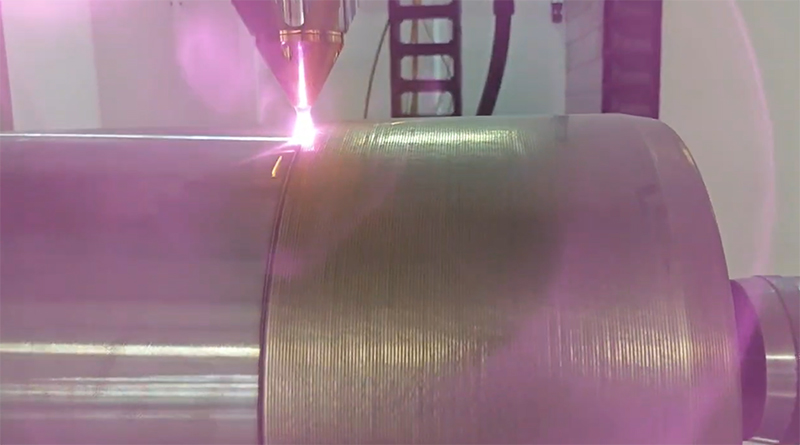
3、在线质量控制:通过红外热像仪实时监测熔池温度(波动控制在±15℃内),配合CCD视觉系统确保熔覆层厚度公差±0.1mm。
二、增压泵活柱激光熔覆修复工艺流程详解
1、预处理阶段
采用喷砂处理(Sa3级清洁度)去除表面氧化层,粗糙度控制在Ra6.3-12.5μm
超声清洗后,用激光除油设备确保表面残油量<20mg/m²
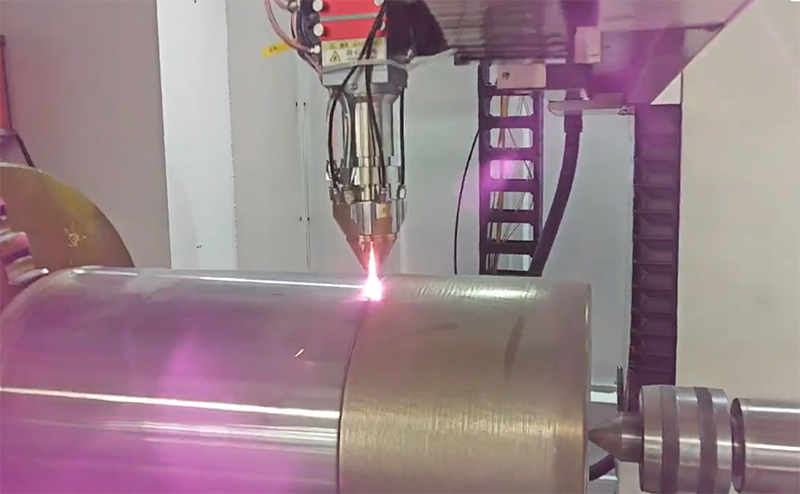
2、熔覆加工阶段
选用5000W光纤激光器,光斑直径1.5-3mm可调
送粉系统采用载气保护(氩气纯度99.99%),粉末输送速率20-50g/min
层间温度控制在150℃以下,防止热累积变形
3、后处理工序
数控磨床精加工至尺寸公差IT6级
激光微熔处理消除表面微裂纹,提升疲劳寿命30%以上
三、行业发展远景
激光熔覆技术在工业修复领域的发展前景广阔。一方面,随着"再制造"理念的普及和循环经济的发展,高附加值设备的修复需求将持续增长;另一方面,激光技术的普及和成本下降将使激光熔覆修复技术更具市场竞争力。可以预见,激光熔覆技术将成为增压泵等关键设备维护保养的重要手段,为工业设备的长期稳定运行提供有力保障。
当然,激光熔覆修复技术的推广应用也面临一些挑战,如技术门槛高、初期投资大、专业人才缺乏等。这需要设备制造商、用户企业和科研机构共同努力,通过技术培训、经验分享、产学研合作等方式,促进该技术的普及应用。同时,相关标准的建立和完善也将为行业发展提供规范和指导。
总的来说,激光熔覆修复技术为解决增压泵活柱磨损问题提供了一种高效、可靠的解决方案。它不仅能够恢复零件的几何尺寸和功能性能,还能显著提升零件的使用寿命和可靠性,具有显著的技术经济效益。随着技术的不断成熟和应用的不断深入,激光熔覆技术必将在工业设备维护领域发挥越来越重要的作用,为制造业的可持续发展做出贡献。