在工业设备高负荷、极端工况的长期运转中,内孔作为齿轮轴、阀座、缸套等关键零部件的核心承载结构,常面临磨损、腐蚀、冲蚀及疲劳裂纹等多重损伤。传统修复技术(如电弧堆焊、电镀、喷涂)要么存在热影响区大、变形严重的缺陷,要么修复层结合强度低、精度不足,难以满足高端装备对修复质量的严苛要求。而内孔堆焊激光熔覆修复技术凭借 “精准控温、冶金结合、材料适配性强” 的核心优势,正彻底革新工业维修逻辑,成为高端装备生命周期延长的核心解决方案。
一、技术原理:激光赋能的精准冶金重构
内孔堆焊激光熔覆修复是融合激光技术、材料科学与机械加工的复合型表面改性工艺,其核心原理可概括为 “精准加热 - 冶金结合 - 性能定制” 三大环节:
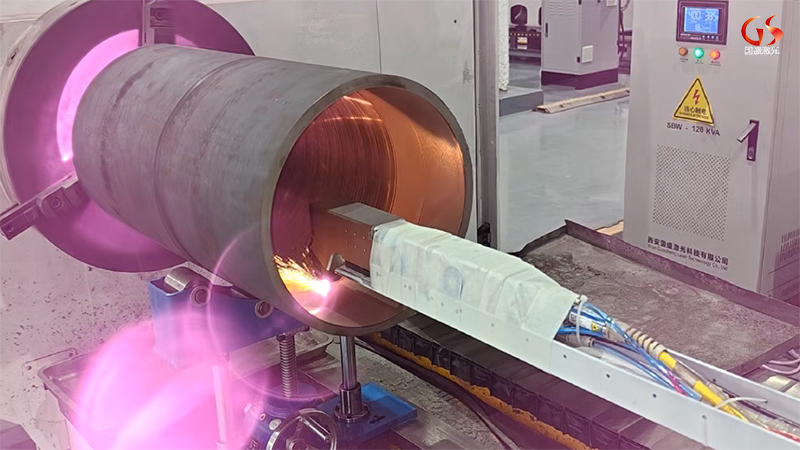
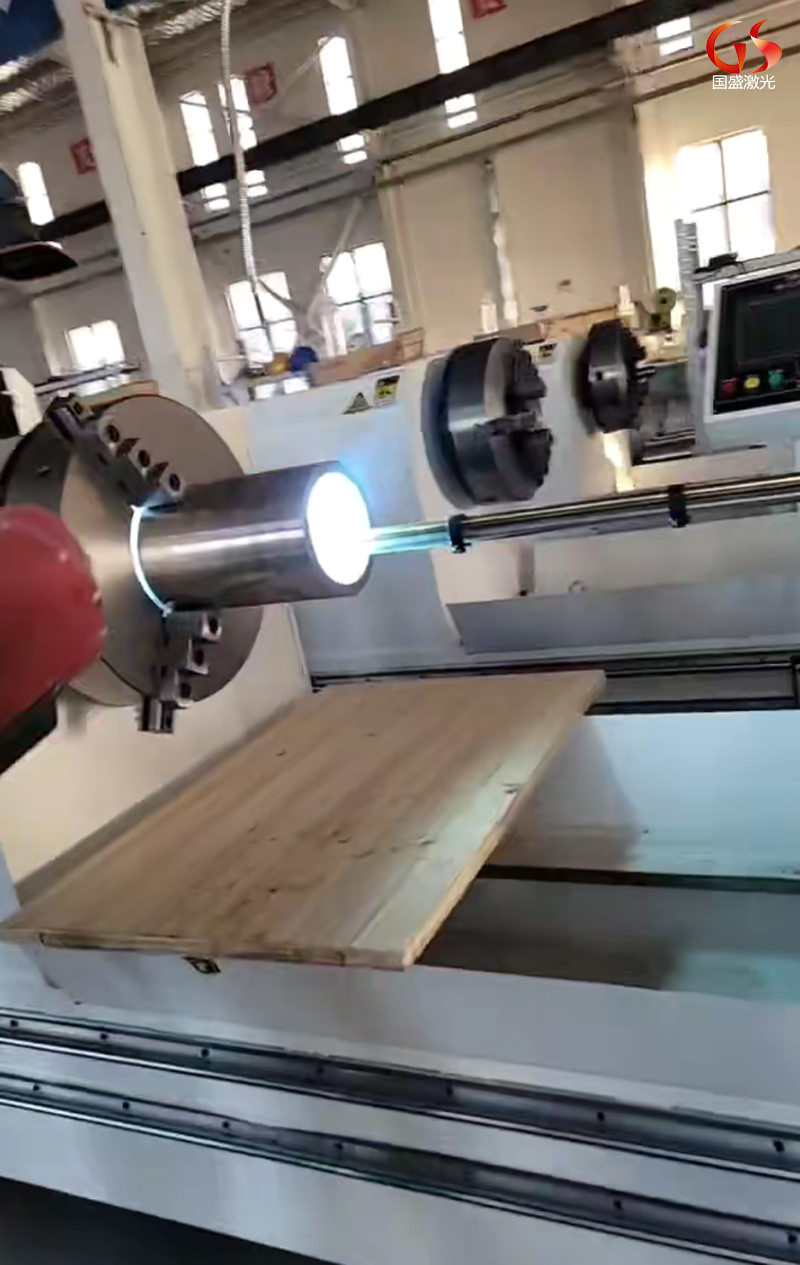
能量聚焦:采用光纤激光器输出高能量密度的激光束,通过专用内孔加工头聚焦于内孔受损区域,实现局部快速升温;
材料熔覆:通过同步送粉系统将合金粉末精准输送至激光作用区,粉末与基体表面薄层同步熔化,形成熔池;
冶金结合与快速凝固:熔池在激光束移动后迅速冷却与基体形成冶金结合的熔覆层,避免晶粒粗大,同时保留合金材料的优异性能。
通过调控激光功率、扫描速度、送粉量等参数,可精准控制熔覆层厚度、稀释率,实现从微小裂纹修复到大面积磨损补偿的全场景适配。

二、核心优势:四大维度突破传统修复瓶颈
1. 高精度修复:微米级把控,减少后加工
激光束具有高度的聚焦性和可控性,可以精确地控制熔覆层的厚度、宽度和形状,实现对内孔微小损伤的高精度修复。与传统的修复方法相比,能够更好地保证修复后内孔的尺寸精度和表面质量,减少后续加工的工作量,降低综合成本。
2. 冶金结合:强度媲美基材,耐久性跃升
激光熔覆过程中,熔覆层与基体材料之间形成了良好的冶金结合,结合强度高,不易脱落。这使得修复后的内孔能够承受较大的载荷和复杂的工况,保证了设备的可靠性和稳定性。修复后零部件的使用寿命可达到新件的 80%-120%,部分场景甚至超过新件。
3. 低热影响:避免二次损伤,适配精密件
激光熔覆的能量集中,作用时间短,对基体材料的热影响区域小,不会引起基体材料的变形和组织性能的改变。这对于一些对尺寸精度和组织性能要求较高的内孔修复尤为重要,可以避免因修复过程而导致的二次损伤。这一优势使其特别适用于航空航天、精密机械等领域对尺寸精度和组织性能要求极高的零部件修复。
4. 材料多元:按需定制性能,覆盖复杂工况
可以根据不同的使用要求,选择不同成分和性能的合金粉末进行熔覆,如镍基合金、钴基合金、铁基合金等。通过合理选择熔覆材料,可以使修复后的内孔具有不同的性能特点,满足各种复杂工况的需求。
三、应用领域:三大行业的核心痛点解决方案
1. 石油化工行业:抗腐蚀、抗冲蚀的设备保障
石油化工领域的管道、阀门内孔、泵体衬套等零部件,长期接触原油、酸碱洗剂等腐蚀介质,同时承受高速流体冲蚀。采用镍基或钴基合金熔覆修复后,可在受损表面形成致密的防腐耐磨层,延长零部件的使用寿命,降低设备的维修成本。
2. 航空航天领域:高端零部件的精准再生
航空发动机的涡轮叶片榫槽、机匣内孔、液压系统阀芯等关键部件,对尺寸精度和可靠性要求极高,一旦出现磨损或裂纹,传统修复方式难以满足要求。激光熔覆技术可实现对这些精密部件的 “微创修复”,提高其性能和可靠性,满足航空航天领域对高端零部件的需求。。
3. 机械制造行业:大型零部件的成本优化
机械制造中的大型模具内孔、轧机牌坊衬套、机床主轴内孔等零部件,制造成本高、更换周期长。通过激光熔覆修复,可快速恢复其尺寸精度和表面性能,使零部件能够继续使用,降低生产成本。
四、发展前景:技术迭代与场景拓展双重驱动
内孔堆焊激光熔覆修复技术的发展正呈现两大核心趋势:
设备升级降本:高功率光纤激光器的国产化普及(功率已突破 10kW),使熔覆效率从 0.5-2kg/h 提升至 3-8kg/h,同时设备采购成本下降 40% 以上,推动技术从高端装备向通用机械领域普及;
材料与工艺创新:纳米复合粉末、金属陶瓷复合粉末的研发,进一步提升熔覆层的综合性能;而 “激光熔覆 + 在线检测”“机器人自动化熔覆” 等工艺升级,实现了修复过程的智能化、标准化,降低了对操作人员的技能依赖。
未来,随着工业 4.0 的推进,该技术将进一步拓展至新能源(如风电齿轮箱内孔修复)、轨道交通(如钢轨辙叉内孔强化)、医疗器械等新兴领域,成为工业绿色制造、循环经济的重要支撑。
结语
内孔堆焊激光熔覆修复加工技术以其 “精准、牢固、高效、多元” 的核心优势,打破了传统修复技术的诸多局限,为工业设备的全生命周期管理提供了全新思路。从石油化工的耐腐蚀需求,到航空航天的高精度标准,再到机械制造的成本优化目标,该技术正深度赋能各行业的高质量发展。随着技术的持续迭代与应用场景的不断拓展,内孔堆焊激光熔覆修复加工必将成为工业修复领域的核心科技标杆,为制造业的节能降耗、提质增效注入强劲动力。